
粗紗的目的和任務
由熟條紡成細紗需150~400倍的牽伸。目前大部分細紗機還沒有這樣的牽伸能力,因此在并條工序和細紗工序之間設置粗紗工序來承擔紡紗中的一部分牽伸負擔。粗紗工序的任務如下:
(1)牽伸:將熟條抽長拉細,施以5~12倍的牽伸,使之適應細紗機的牽伸能力,并進一步改善纖維的平行伸直度和分別度。
(2)加捻:將牽伸后的須條加上適當的捻度,使之具有肯定的強力,以承受粗紗卷繞和在細紗機上退繞時的張力,預防意外牽伸。
(3)卷繞和成形:將加捻后的粗紗卷繞在筒管上,制成肯定形狀和大小的卷裝,便于搬運、儲存,并適應細紗機的喂入。
粗紗的工藝過程
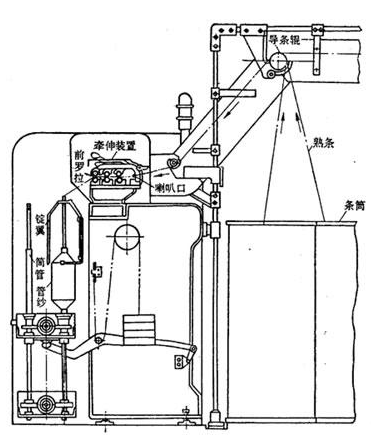
熟條從機后條筒引出,經導條輥和喇叭口喂入牽伸裝置,熟條被牽伸成規定線密度的須條,然后由前羅拉輸出,經錠翼加捻成粗紗,粗紗穿過錠翼的頂孔和側孔,進入錠翼導紗臂,然后從導紗臂下端引出,在壓掌曲臂上繞幾圈,再引向壓掌葉繞到筒管上。
為了將粗紗有規律地卷繞在筒管上,筒管一方面隨錠翼回轉,另一方面又隨著龍筋做升降休閑,終將粗紗以螺旋線狀繞在紗管表面。隨著紗管卷繞半徑的逐漸增大,筒管的轉速和龍筋的升降速度必須逐層遞減。為了獲得兩端呈截頭圓錐形、中間為圓柱體的卷裝外形,龍筋的升降動程必須逐層縮短。
加捻
加捻的對象是松散的纖維須條或纖維集合體以及單紗、單絲的集合體。加捻的目的是給這些纖維須條或纖維集合體的總體或局部加以適量的捻度使之成紗或把紗、絲捻合成股線、纜線。加捻有時還用在須條整理過程中的某一時間或某一區域,使其獲得臨時捻度,以援助工藝過程的進行。
傳統的加捻概念是須條一端被握持、另一端繞自身軸線回轉,即形成了捻回,在近現代紡紗技術中,出現了眾多的新型紡紗,隨著紡紗實踐的進展,需對加捻的實質給以廣泛的定義,即凡是在紡紗過程中,紗條(須條、紡紗線、絲)繞其軸線加以扭動、搓動、纏繞、交結,使紗條獲得捻回、包纏、交纏、網絡等都稱為加捻。 紡紗之粗紗
免責聲明:本站發布的有些文章部分文字、圖片、音頻、視頻來源于互聯網,并不代表本網站觀點,其版權歸原作者所有。如果您發現本網轉載信息侵害了您的權益,如有侵權,請聯系我們,我們會盡快更改或刪除。
聯系人:楊經理
手 機:13912652341
郵 箱:34331943@qq.com
公 司:昆山市英杰紡織品進出口有限公司
地 址:江蘇省昆山市新南中路567號雙星疊座A2217
