
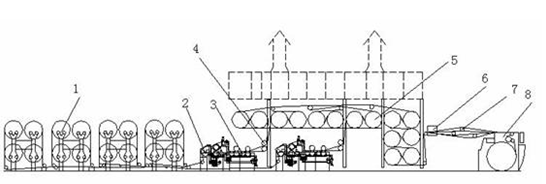
經紗在漿紗機上進行上漿,典型的上漿工藝流程為:紡紗線從位于經軸架1上的整經軸中退繞出來,經過張力自動調節裝置2,進入漿槽3上漿,濕漿紗經濕分絞輥4分絞和烘燥裝置5烘燥后通過上蠟裝置6進行后上蠟,干燥的經紗在干分絞區7被分別成幾層,后在車頭8卷繞成織軸。
良好的上漿整理不僅使經紗的強度增加,毛羽貼趴,耐磨性大大改善,彈性和柔軟性得到維持,而且織軸中紡紗線上漿均勻,伸長一致,回潮合格,織軸圓整。
上漿的質量指標
上漿的質量分為漿紗質量和織軸卷繞質量兩部分。漿紗質量指標有上漿率、伸長率、回潮率、增強率和減伸率、漿紗耐磨次數和漿紗增磨率、漿紗毛羽指數和毛羽降低率。織軸卷繞質量指標有墨印長度、卷繞密度和好軸率。
1.上漿率
上漿率=(漿紗干重—原紗干重)/原紗干重×100%
2.伸長率
漿紗伸長率=(漿紗長度—原紗長度)/原紗長度×100%
3.回潮率
漿紗回潮率=(漿紗重量—漿紗干重)/漿紗干重×100%
4.增強率和減伸率
增強率=(漿紗斷裂強力—原紗斷裂強力)/原紗斷裂強力×100%
減伸率=(原紗斷裂伸長率—漿紗斷裂伸長率)/原紗斷裂伸長率×100%
5.增磨率
漿紗增磨率=(50根漿紗平均耐磨次數—50根原紗平均耐磨次數)/50根原紗平均耐磨次數×100%
6.毛羽指數及毛羽降低率
毛羽指數在紡紗線毛羽測試儀上測定,它表示在單位長度紡紗線的單邊上,超過某一投影長度的毛羽累計根數。
毛羽降低率:
Mj=(R1—R2)/R1×100%
其中,R1——原紗單位長度上毛羽長度達3mm的毛羽指數平均值
R2——漿紗單位長度上毛羽長度達3mm的毛羽指數平均值
7.墨印長度
墨印長度=公稱匹長×(1+加放率)/(1—經紗縮率)
8.卷繞密度
卷繞密度是織軸卷繞緊密程度的質量指標。織軸的卷繞密度應適當,卷繞密度過大,紡紗線彈性損失嚴峻;卷繞密度過小,卷繞成形不良,織軸卷裝容量過小。
生產中以稱取紡紗線重量,測定紡紗線體積來檢測織軸卷繞密度。
9.好軸率
好軸率是比較重要的織軸卷繞質量指標,它是指無疵點織軸數在所查織軸總數中占有的比例。 機織打算篇(五):漿紗之上漿
免責聲明:本站發布的有些文章部分文字、圖片、音頻、視頻來源于互聯網,并不代表本網站觀點,其版權歸原作者所有。如果您發現本網轉載信息侵害了您的權益,如有侵權,請聯系我們,我們會盡快更改或刪除。
聯系人:楊經理
手 機:13912652341
郵 箱:34331943@qq.com
公 司:昆山市英杰紡織品進出口有限公司
地 址:江蘇省昆山市新南中路567號雙星疊座A2217
